




Subministreu la màquina de formació de rotlles de baranes de carreteres de venda calenta OEM



Amb un historial de crèdit empresarial sòlid, serveis postvenda excepcionals i instal·lacions de producció modernes, hem aconseguit una trajectòria excepcional entre els nostres consumidors de tot el món per a la màquina de conformació de rotlles de baranes d'autopista de venda calenta d'OEM de subministrament, ens centrem en fer una excel·lent excel·lent productes i solucions per oferir assistència als nostres compradors per determinar una col·laboració a llarg termini guanyadora.
Amb un sòlid historial de crèdit empresarial, serveis postvenda excepcionals i instal·lacions de producció modernes, hem aconseguit una trajectòria excepcional entre els nostres consumidors de tot el món perMàquina de formació de rotlles de baranes d'autopista de venda calenta a la Xina i màquina de formació de rotlles de baranes de carretera, La nostra empresa compta amb enginyers experts i personal tècnic per respondre les vostres preguntes sobre problemes de manteniment, alguna fallada comuna.La nostra garantia de qualitat del producte, concessions de preus, qualsevol pregunta sobre la mercaderia, recordeu que no dubteu a contactar amb nosaltres.
PARÀMETRES TÈCNICS PRINCIPALS
Material: xapa galvanitzada
Limitació de rendiment de les matèries primeres: 235Mpa
Diàmetre exterior de la bobina: ≤Ф1200 mm
Diàmetre interior de la bobina: Ф508mm
Amplada de la cinta d'acer: ≤150 mm
Gruix de la cinta d'acer: 2 mm
Pes de la bobina: ≤2000 kg
Àrea del sòl de la màquina: 25000X3000X1800
PROCÉS DE PRODUCCIÓ
La línia de producció es realitza segons el següent procés:
Desbobinat → Servo d'anivellament → Punxonat → Formació de rotlles en fred → Cisalla hidràulica → Descàrrega de material
COMPONENTS PRINCIPALS
1. Desbobinador 1set
Diàmetre interior de la bobina admissible: Ф508
Màx.diàmetre exterior de la bobina admissible: Ф1200mm
Màx.amplada admissible del rotllo: 200 mm
Màx.pes de càrrega del rotlle: ≤2000 kg
2. Servo Alimentació 1 joc
Velocitat màxima d'alimentació: 30 m/min
Amplada d'alimentació màxima permesa: ≤200 mm
Gruix d'alimentació permès ≤ 2 mm
Error d'alimentació únic: ≤±0,2 mm (la tolerància no és acumulativa)
Marca del servomotor: Yaskawa (YASKAWA, japonès)
Potència del servomotor: ≈3Kw (subjecte al disseny final)
3. Punxonadora 1 set
Adopta el mode de premsa líquida de quatre columnes, que és econòmic, aplicable i ràpid.La distància de perforació és ajustable en la direcció transversal de la placa i el pas de perforació es pot canviar mitjançant el sistema de control elèctric.
4. Màquina de formació de rodets 1 joc
Material de l'arc: QT450.
Material de l'eix del rodet: 40Cr, temperat i temperat, la duresa és HRC45 ~ 50
Passat de formació: 12 passades
Diàmetre de l'eix de la màquina de conformació: φ60 mm (segons el disseny final)
Potència del motor: uns 30 kW (segons el disseny final)
Velocitat lineal màxima: 3~10m/min
5. Cisalla de seguiment pneumàtic 1 joc
Material de tall: Cr12MoV (la duresa després de l'extinció és HRC58 ~ 62)
6. Sistema hidràulic 1 conjunt
Els components principals són: bomba d'oli, motor, vàlvula hidràulica, vàlvula solenoide, filtre i dipòsit d'oli hidràulic, etc. El sistema hidràulic utilitza un filtre i la neteja de l'oli està garantida al nivell 6-8.
PRINCIPALS COMPONENTS ELÈCTRICS
| No | Nom dels elements | Marca |
| 1 | PLC | Mitsubishi, Japó |
| 2 | Servomotor | Yaskawa, Japó |
| 3 | Inversor | Delta (Taiwan, Xina) |
| 4 | Pantalla tàctil | Vinylon (Taiwan, Xina) |
| 5 | Components elèctrics de baixa tensió | Omron |
MOSTRE DE PECES DE TREBALL
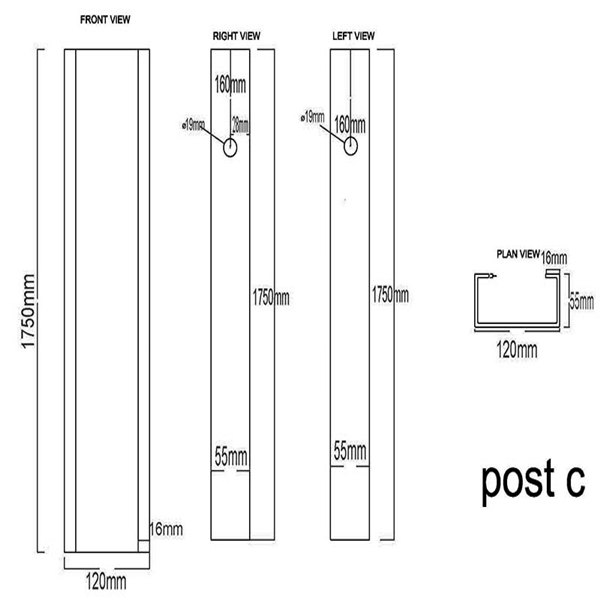

La màquina de formació de pilars C de baranes d'autopista és un equip especial per a la fabricació de pilars C de baranes d'autopista.Ha estat dissenyat específicament per formar el perfil i les dimensions del pilar C desitjats alimentant una bobina de metall a través d'una sèrie de corrons que gradualment modelen el metall en la forma desitjada.
Una màquina formadora de rotlles consisteix normalment en un conjunt de corrons o estacions de conformació que apliquen pressió i formen gradualment el metall en un perfil C.La màquina també pot disposar d'estacions de treball addicionals per tallar, punxonar i realitzar altres operacions necessàries per completar els pals.El procés comença alimentant una bobina contínua de metall a un laminador.
A continuació, el metall es fa passar per una sèrie de corrons, que gradualment li donen forma a un perfil en forma de C fins a les dimensions i característiques desitjades.Un cop format el metall, es talla a la longitud desitjada i els forats o ranures necessaris són perforats als pals.
Els pilars C acabats produïts per la màquina formadora de bobines s'utilitzen després en instal·lacions de barreres d'autopistes per proporcionar suport i protecció estructurals.



